
L2計算模型 (智能帶鋼軋制技術)

L2過程控制系統(tǒng),真正實現(xiàn)全智能自動軋鋼
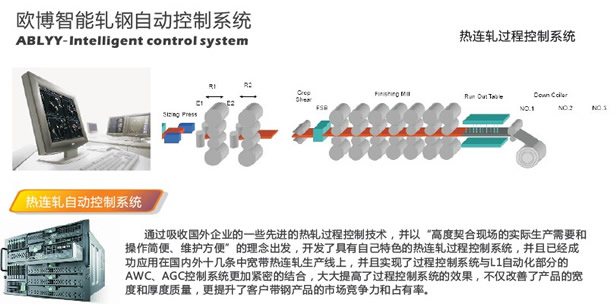

? 熱軋過程控制計算機系統(tǒng)(L2)主要任務是對全線的各生產工序進行實時跟蹤、數據采集、保存和工藝參數優(yōu)化;
? 實現(xiàn)帶鋼熱連軋軋機自動設定,提高產品質量控制,包括帶鋼厚度、寬度、終軋溫度、卷取溫度、板形等參數;
? 提高軋制節(jié)奏、減少軋制故障,減少由于換輥、換規(guī)格軋制時半自動軋制輸入數據的時間;
? 減少半自動規(guī)程輸入和計算的人為錯誤。
模型系統(tǒng)
數學模型和模型自適應軟件是帶鋼熱連軋過程控制計算機中重要的軟件。
數學模型的計算精度越高,產品質量的控制精度才能越高。
為了實現(xiàn)帶鋼熱連軋軋機設定及質量控制,主要涉及以下數學模型:
? 溫降模型:溫度對于熱軋來說是重要的參數,溫降模型不僅用于終軋溫度及卷取溫度控制,而且是設定模型中的重要模型;
溫度預報對軋制力有直接影響。因此必須精確預報每臺軋機的軋制溫度。
? 軋制力模型:由于板帶軋制時彈跳現(xiàn)象,軋制力變動將是影響厚度精度的主要因素。
軋制力模型亦是軋機設定是否正確(能否順利穿帶)的主要因素。
? 前滑模型:前滑模型用于連軋機組各機架速度設定計算。
? 寬度模型:寬度模型用于粗軋設定(平輥及立輥設定)。
? 以彈跳方程為基礎的模型。
–熱軋過程控制計算機系統(tǒng)(L2)主要任務是對全線的各生產工序進行實時跟蹤、數據采集、保存和工藝參數優(yōu)化;
? 實現(xiàn)帶鋼熱連軋軋機自動設定,提高產品質量控制,包括帶鋼厚度、寬度、終軋溫度、卷取溫度、板形等參數;
? 提高軋制節(jié)奏、減少軋制故障,減少由于換輥、換規(guī)格軋制時半自動軋制輸入數據的時間;
? 減少半自動規(guī)程輸入和計算的人為錯誤。

? 板坯初始數據管理
? 軋件數據跟蹤
? 外部通信管理
? 測量值收集與處理
? 畫面管理
? 歷史數據管理、報表系統(tǒng)
? 模擬軋鋼
? 軋輥數據及生產數據管理
? 換班、吊銷處理、質量統(tǒng)計